MIM Process
Metal Injection Molding (MIM) combines plastic injection molding and powdered metallurgy, liberating designers from conventional limitations when shaping metals like stainless steel, nickel iron, copper, titanium, and more. The outcome? Enhanced design flexibility and increased avenues for innovation.
The process
Prior to commencement, our engineers will collaborate with you to assess the economic and physical viability of utilizing MIM for your component. If deemed suitable, we may suggest design modifications to optimize the benefits derived from our process.
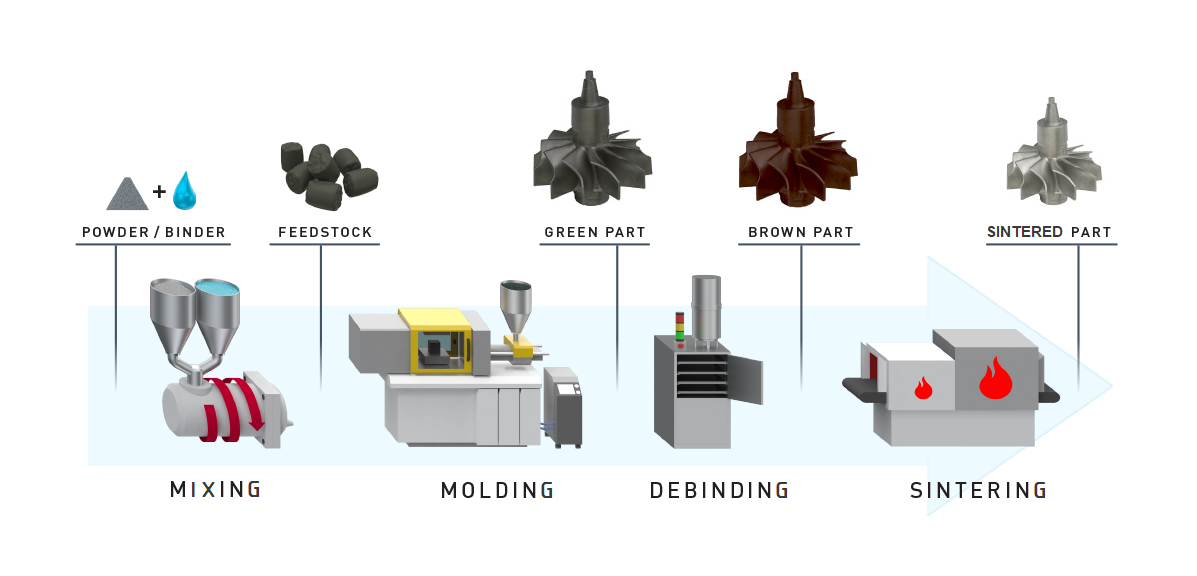
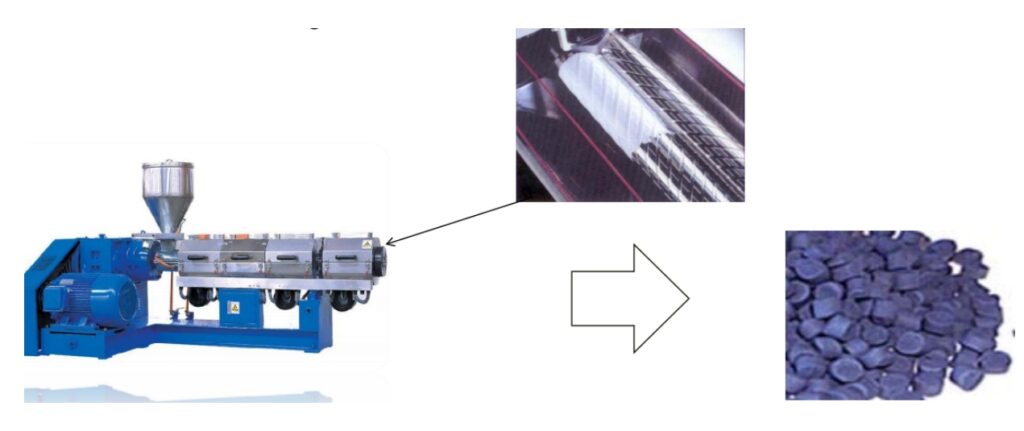
Step 1: Feedstock
Extremely fine metal powders, along with thermoplastic and wax binders, are meticulously blended according to a precise formula. Through a proprietary compounding technique, a uniform pelletized feedstock is produced, allowing for injection molding akin to plastic. This results in achieving exceptionally high density and tight tolerances across large-scale production runs.
- In contrast to conventional powder metallurgy processes, which typically reach only 80-90% of theoretical density, MIM consistently achieves a density of 95-100%. This enables us to maintain precise tolerances and drive down costs while manufacturing intricate small parts at scale.
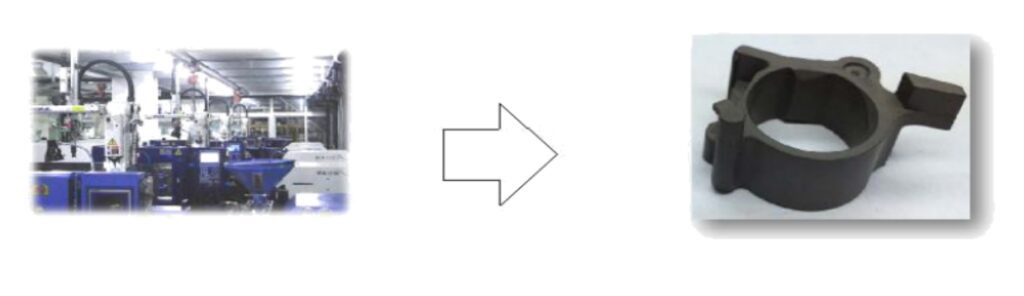
Step 2: Molding
- The feedstock undergoes heating and injection into a mold cavity at high pressure, facilitating the creation of intricate shapes and reducing cycle times significantly.
- After molding, the resulting component is termed a “green” part. While its geometry mirrors the final product, it is approximately 20% larger to accommodate shrinkage during the subsequent sintering process.
Step 3: Debinding
- During binder removal (debinding), a meticulously controlled procedure is employed to eliminate the majority of binders, priming the part for the subsequent stage: sintering.
- Upon the conclusion of debinding, the component transitions to the “brown” stage.

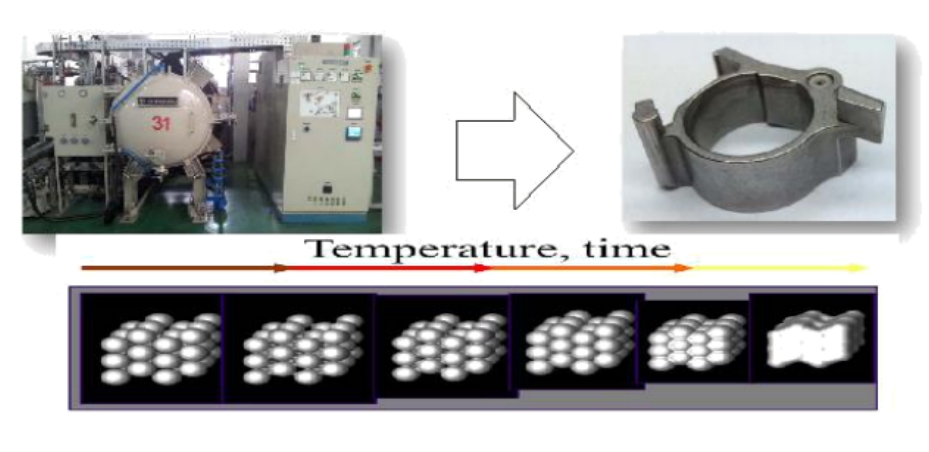
Step 4: Sintering
- The fragile brown part, bound by a residual amount of binder, undergoes sintering.
- Sintering eliminates the remaining binder and gives the part its final geometry and strength.
- This process removes the remaining binder, imparting final geometry and strength to the part, accomplished through exposure to temperatures near the material’s melting point.
Step5. Surface Finishing
- Almost all surface treatments can be applied
- Heat treatments can be used on standard alloys
- Eg. Heated treatment , Plating , Machining, Tapping , Sandblasting , PVD….
